激光切割首页
关于我们
加工范围
应用行业
新闻中心
公司相册
联系我们
公司公告
新闻中心
青岛激光切割用乙焕
青岛钣金加工中安全操作
激光切割中的爆炸事故
激光切割实行可靠隔绝
青岛激光切割工人对热辐射的防护
青岛激光切割的噪声影响
激光切割常见问题复习
激光切割气焊与气割常用气体的性质
青岛激光切割常用方法介绍
激光切割电气系统
青岛钣金加工电子束焊分类
青岛钣金加工焊接电源
钣金加工舒焊
激光切割火焰侨焊操作安全与防护
青岛激光切割等离子弧切割
青岛激光切割熔化极气体保护电孤焊
新闻详情
您现原位置:
首页
-新闻详情
激光切割的工艺参数及影响因素
发布者:青岛海西中瑞金属加工有限公司 发布时间:2015/5/28 9:09:56
(1)激光切割的工艺参数
激光切割的工艺参数包括预热火焰功率、切割氧压力、切割速度、割嘴到工件的距离以及切割倾角等。
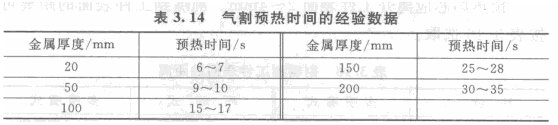
①预热火焰功率预热火焰功率是影响激光切割质量的重要参数。
激光切割时一般选用中性焰或轻微的氧化焰,火焰的强度要适中。应根据工件厚度、割嘴种类和质量要求选用预热火焰。激光切割的预热时间应根据部件厚度确定,表3.14为激光切割预热时间的经验数据。
②
青岛激光切割
氧压力切割氧压力取决于割嘴类型和嘴号,可根据工件厚度选择氧气压力。切割氯气压力过大,易使切口变宽、粗糙;压力过小,使切割过程缓慢,易造成帖渣。切割氧气压力的推荐值见表3. 15.实际切割中,氧压力可用试放"风线"的办法来确定。对所采用的割嘴,当风线最清晰且长度最长时,切割氧压力即为合适值,可获得最佳的切割效果。
①切割速度切割速度与工,件厚度、割嘴有关,一般随工件厚度增大而减慢.切割速度须与切口内金属的氧化速度相适应。切割速度太慢会使切口上缘局部熔化,太快则后拖量过大,甚至割不透.在切割操作时,切割速度可根据切口中落下的熔渣火花方向来掌握,火花呈垂直或稍偏向前方排出时为正常速度。直线切割时,采用火花稍偏向后方排出的较快速度。
氧化速度快,排液能力强,可以提高切割速度。切割速度过慢会降低生产效率,影响割口表面质量。机械切割速度比手工切割速度平均可提高20%。
④割嘴到工件的距离割嘴到工件表面的距离根据工件厚度及预热火焰长度来确定.割嘴高度过低会使切口上缘发生熔塌及增碳,飞溅物易堵塞割嘴,甚至引起因火。割嘴商度过大,热损失增加,预热火焰对切口前缘的加热作用减弱,预热不充分,切割氯流动力下降,使排渣困难,影响切割质量;同时进入切口的氧纯度也降低,导致后拖最和切口宽度培大。
预热焰芯应离开工件表面2-4mm。割嘴到工件表面的距离可按表3. 16选取。
上一页:
激光切割与平焊
下一页:
激光切割的操作要点
打印本页
||
关闭窗口
回到顶部
媒体报道
|
质量管理
|
产品产能
|
社会招聘
|
项目合作
|
网站地图
山东省黄岛区王台工业园 手机:13280886661
COPYRIGHT © 2013-2015 青岛海西中瑞金属加工有限公司 版权所有 鲁ICP备13071662号-1
青岛海西中瑞金属加工有限公司提供
青岛钣金加工
、
青岛激光切管
、
青岛焊接加工
、青岛非标钣金加工等服务。