新闻详情 您现原位置:首页-新闻详情
较薄工件(厚度3mm以下)平悍时,火焰应平稳匀速地移动。焊丝熔滴逐渐送入熔池,不要点在熔池外。送进焊丝的速度应均匀,否则会使焊缝金属高低不平。如发现熔池有下塌时,应加炔焊丝的送进速度,同时焊接速度也要加炔。如果焊缝间隙太大或焊缝处温度过高,在即将被烧穿的情况下,要减小焊炬倾斜角,并做往复摆动,使火焰多接触焊丝,加炔焊接速度。青岛激光切割时如发现熄缝两侧金属混度较低、焊缝熔深不够时,火焰移动速度也要相应降低,送进焊丝的速度应减慢,必要时应适当调整焊嘴火焰。
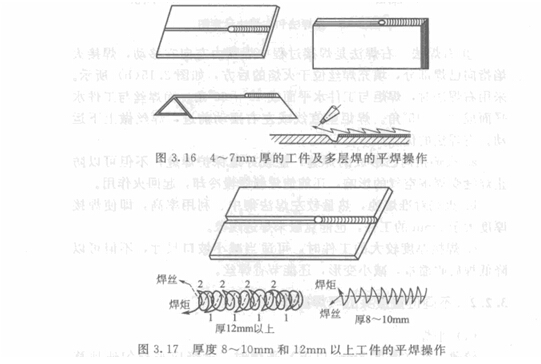
激光切割厚度4-7mm的工件或多层姆缝时,火焰姿作平行、前后轻微的摆动,如图3.16所示,焊丝逐渐送进熔池。焊接厚度8-10mm的工件时,火焰要做横向弧形的摆动,烨丝逐渐送进熔池内,如图3.17所示。焊接厚度超过12mm的工件时,火焰要做困弧形左右循环的摆动(铜及锵合金例外),焊丝也要在熔池内做横向的游动以填充陈缝,如图3.17所示。
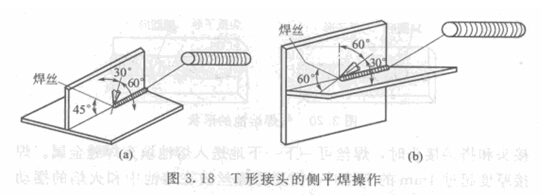
T形接头和搭接接头的侧平焊,除了根据工件的厚度调节焊炬倾斜角外,还要根据焊缝的位置调整火焰偏向的角度。如焊缝的位置在平面上,火焰的倾斜角应离平面大一些;如焊缝的位置在立面上,火焰的倾斜角应离平商小一些,这样才能使焊缝两边的金属温度保持一致。
T形接头侧平焊肘,形成熔池后火焰要做螺旋形摆动,均匀地向前移动。目的是利用火焰喷射的引力,把一部分液体金属引到熔
池上部,使焊缝金属上下均匀,同时使上部液态金属的温度炔速降低,及时凝固,以免下淌形成上薄下厚的焊缝不良成形。填丝要点在熔池上半部,应使焊丝和立面的角度小一些,以遮挡住熔池上音~立丽的金属,以免焊缝金属上部温度过高而形成一条深沟。