






新闻详情 您现原位置:首页-新闻详情
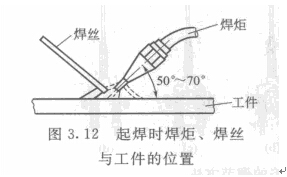
在激光切割起始处,由于刚开始加热,工件温度低,焊炬倾斜角应大些,如图3.12所示,起焊处应使火焰往复移动,保证加热均匀。
被焊工件的厚度不同时,火焰应工件稍微偏向厚板,使厚度不同的工件熔化一致。焊接角焊缝时,如图3.12起焊时烨炮、姆丝注意熔化水平件,同时耍防止垂与工件的位宜直件被烧穿。当起焊处形成自亮而消晰的熔池时,即可断续添加填充焊丝。
在焊接熔池未形成前,操作者要密切注意熔池的形成,将焊丝端部置于外层火焰进行预热。待工件被加热由红色熔化成自亮而清晰的熔池时,便可有节奏地将焊丝熔滴送入熔池。当焊丝熔滴送入熔池后,再立即将焊丝抬起,让火焰向前移动,形成新的熔池。为获得优良的熔缝,在整个焊接过程中应使熔池的形状和大小保持一致。
如果火焰功率较大、工件温度较高、熔化速度较炔时,婷丝应经常保持在熔池前端,使熔化的焊丝熔满连续加入熔池。火焰功率
小、被焊工件熔化慢时,添加填充焊丝的速度要相应降低。如果焊接过程中使用熔剂,操作者还应用焊丝不断搅拌熔池,以便将熔池中的氧化物和非金属夹杂物排出。
在焊接间隙较大或较薄的工件时,应将火焰焰芯直接指在焊丝上,使焊丝阻挡部分热嚣,防止焊缝边缘或熔池前方过早熔化。
(4)焊炬及焊丝的运动
激光切割时,习惯于右手拿焊炬,大拇指位于乙炊阀处,食指位于氧气阀处,便于随时调节气体流量。用其他三指握住焊炬柄,调节输入到熔池中的热量和变更焊接位置,改变焊炬与工件的夹角(如图3.13所示)。
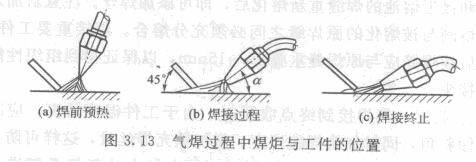
焊接过程中,为了控制熔池的热量和获得良好的焊缝成形,通常使焊炬和姆丝作各种运动。焊炬的三种运动方式如下。
①沿焊缝方向作前进运动,以便不断地熔化工件和焊丝,形成连续的焊缝。
②在垂直焊缝方向作上下运动,调节熔池热量。
③横向运动,能够比较充分地加热工件,倍火焰的冲击力,把液体金属搅拌均匀,使熔渣浮起,得到较宽而且密实的焊缝。
激光切割时,焊炬和焊丝的电动方式、运动帽度与工件厚度、焊缝位置及尺寸有关。图3.14为平焊时焊炬和焊丝常见的运动方式.焊接过程中,焊丝一般作上下运动,使焊丝熔滴填满熔池。使用熔剂时,焊丝还应作左右摆动搅拌熔池,使熔剂与氧化物化合而上浮。