






新闻详情 您现原位置:首页-新闻详情
激光切割操作中,首先点燃割炬,随即调整火焰,火焰大小根据钢板的厚度进行调整,然后预热工件和进行切割。发现氧气流不良的时,不能迁就使用,必须用专用通针把嘴孔处附着的杂质毛刺消除干净,直到喷射出标准的纯氧气流风线时,再进行切割。
①火焰调整根据燃气与氧的混合比不同,切割火焰分为碳化焰、中性焰和氧化焰,如图3.39所示。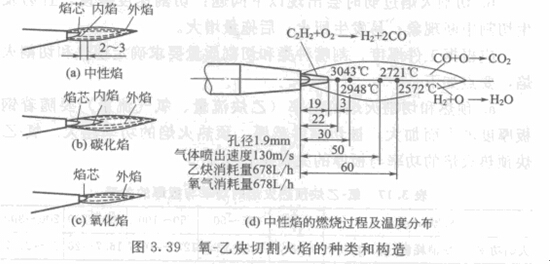
氧-乙烧火焰由焰芯、内焰和外焰组成。氧与乙:快的体积比Wz/CzH2)为1.1-1.15时,形成的火焰为中性焰,焰芯为C2H2与02的混合气。
青岛激光切割时一般应调整火焰到中性焰,同时火焰的强度要适中。一般不采用碳化焰,因为碳化焰会使切割边缘增碳。调整好火焰后,应当放出切割氧,检查风线及火焰性质是否有变化。
a.切割火焰过强时会出现以下问题:切口上边缘熔塌,并有颗粒状熔滴毒活附;切剖面不平整,粗糙度变差;切口下缘粘渣。
b.切割火焰过弱时会出现以下问题=切割速度减慢,且易发生切割中断现象;易发生回火;后拖量培大。
应根据工件厚度、割嘴种类和切割质量要求确定预热和切割火焰,要点如下。
a.预热和切割火焰的功率(乙炔流量、氧气流量)要随着钢板厚度增大而加大,被切割件越厚,预热火焰的功率越大。氧-乙炔预热火焰的功率与板厚的关系见表3.17。
b.切割较厚钢板时,采用轻度碳化焰,以免切口上缘熔塌,也可使外焰长一些。
已使用扩散形割嘴和氧帘割嘴切割厚度20nuη以下钢板时,火焰功率应大一些,以加速切口前缘加热到燃点,获得较高的切割速度。
d.切割碳含量较高或合金元素含量较高的钢材时,因它们的燃点较高,预热火焰的功率要大一些。
e.用单割嘴切割坡口时,因熔渣被吹向切口外侧,为补充热量,要加大火焰的功率。
f.使用液化石油气或天然气作为燃气,因火焰温度低,预热时间较长;在切割小尺寸零件等需频繁预热起割的场合,为提高切割效率,可把火焰调整成氧化焰,开始切割后再恢复到中性焰。