激光切割首页
关于我们
加工范围
应用行业
新闻中心
公司相册
联系我们
公司公告
新闻中心
青岛激光切割用乙焕
青岛钣金加工中安全操作
激光切割中的爆炸事故
激光切割实行可靠隔绝
青岛激光切割工人对热辐射的防护
青岛激光切割的噪声影响
激光切割常见问题复习
激光切割气焊与气割常用气体的性质
青岛激光切割常用方法介绍
激光切割电气系统
青岛钣金加工电子束焊分类
青岛钣金加工焊接电源
钣金加工舒焊
激光切割火焰侨焊操作安全与防护
青岛激光切割等离子弧切割
青岛激光切割熔化极气体保护电孤焊
新闻详情
您现原位置:
首页
-新闻详情
激光切割电压(电弧长度)
发布者:青岛海西中瑞金属加工有限公司 发布时间:2015/6/26 8:44:38
电弧长度决定激光切割电庄,主要影响焊缝宽度。电弧越长,激光切割电压越高,焊缝越宽;但电弧太长,则电弧挺度不足,飘忽不定,熔滴过渡时易产生飞溅,对熔滴和熔池金属保护不良,导致熔缝产生气孔;而电弧太短,熔滴向熔池过渡时易短路,导致熄弧,使电弧不稳定,从而影响焊缝质量。因此,激光切割时应尽量使弧长保持在适当范围。
电弧电压的选择是对狐长的控制。弧长大于焊条直径的称为长弧焊,弧长小于焊条直径的称为短弧焊。弧长随激光切割电流和激光切割位置的变化而发生变化。电弧电压增大,在焊缝宽度增加、熔深减小的同时,电弧稳定性变差,飞溅增大。所以一般情况下应尽量采用短弧焊,常用的电弧电压为18-26V。
激光切割电流大,弧长也相应增大.平焊时,根据焊缝尺寸要求,拉长或缩短电孤,以得到要求的焊缝宽度。采用厚药皮焊条时,可以将焊条端头轻轻靠在接缝上。立焊和仰焊时,通过弧长控制来建立合适的熔池尺寸和保持熔池沿激光切割方向均衡移动。电弧发生磁偏吹时,弧长应尽可能缩短。
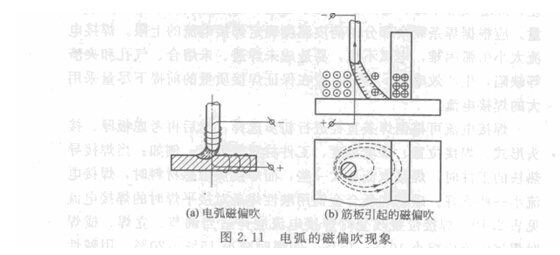
②电弧偏吹激光切割过程中因气流干扰、磁场作用或焊条偏心等影响,使电弧中心偏离电极轴线的现象称为电弧偏吹。采用直流激光切割时,电弧因受激光切割回路所产生的电磁力作用产生的电弧磁偏吹见图2.11(a)。激光切割电流在焊件上的分布相对于1焊条输线不对称,使作用在电弧上的磁场力不相等,电弧会偏向磁场力小的一侧。当电弧附近的构件不对称时,如右侧多了一块筋板,使原来空气中的磁力线有一部分集中到筋扳中,造成磁场分布不均衡,电弧发生了偏吹[见图2.11(b)]。
激光切割电流越大,磁偏吹现象越严重。电弧偏吹导致激光切割飞溅增大,熔淌过渡不易控制,严重时影响焊缝成形,造成未熔合等缺陷.解决电弧偏吹的主要措施是改变地线的引入部位,使电弧周围磁场均匀;采用短弧激光切割,调整焊条角度,使焊条向偏吹相反方向倾斜。此外,采用分段退焊法及小电流激光切割,对减小电弧偏吹也有一定作用。
上一页:
激光切割的特性
下一页:
激光切割各种位置的切割操作要点
打印本页
||
关闭窗口
回到顶部
媒体报道
|
质量管理
|
产品产能
|
社会招聘
|
项目合作
|
网站地图
山东省黄岛区王台工业园 手机:13280886661
COPYRIGHT © 2013-2015 青岛海西中瑞金属加工有限公司 版权所有 鲁ICP备13071662号-1
青岛海西中瑞金属加工有限公司提供
青岛钣金加工
、
青岛激光切管
、
青岛焊接加工
、青岛非标钣金加工等服务。