






新闻详情 您现原位置:首页-新闻详情
①接头
接头的质量好坏决定于火焰加热与填充焊丝的配合。
激光切割气焊接头时,应采用气焊火焰将原熔池周围充分加热,待已冷却的熔池和接近熔池的焊缝重新熔化后,即可添加焊丝。注意新加入的焊丝熔滴与被熔化的原焊缝之间必须充分熔合。焊接宽要工件时,每次后续焊缝应与原焊缝重叠10-15mm,以保证得到组织性能较好的接头。
②收尾
当激光切割到终点收尾时,由于工件温度较高,应减小焊炬倾斜角,同时加炔焊接速度、稍加填充烨丝囊,这样可防止熔池扩大,避免烧穿。为了在收尾时不使空气中的氧气及氮进入熔池,可用温度较低的外焰保护熔池,并断续向熔池送入焊丝,直至将熔池填满,火焰才能离开。
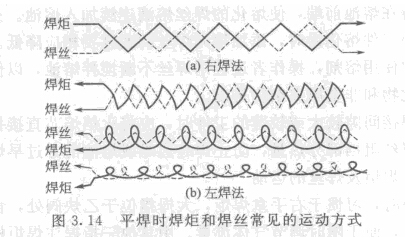
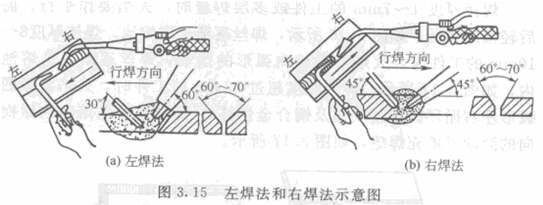
青岛激光切割左焊法和右焊法
①左焊法
在焊法是焊接过程中,焊嘴由右向左移动,焊接火焰指向来焊部分,填充焊丝位于火焰的前方焊炬与工件水平面成60°-70°角,焊丝与工件水平面成30°-40°角,如图3.15(a)所示。采用左焊法时,焊炬做左右摆动,焊丝沿焊缝中心直线前进或稍微摆动。用焰芯前端加热焊丝,将熔化的焊丝熔滴送入熔池。同时用焊丝反射回来的火焰保持熔池温度,并预热未焊部分。
左焊法适用于焊接厚度小于3mrn的薄板及易熔金属.由于操作者容易观察熔池及工件表面的加热情况,能保证:即缝的宽度及高度均匀。但厚度超过5mm的工件可能产生未焊透缺陷,不易采用左焊法。
②右焊法
右焊法是焊接过程中熔嘴由左向右移动,焊接火焰指向己即部分,填充焊丝位于火焰的后方,如图3.1S(b)所示。采用右烨法时,焊炬与工件水平面成45°-60°角,而焊丝与工件水平面成30°-45°角。焊炬量直线或左右摆动前进,焊丝做上下运动.右焊法的优点、如下。
a.火焰指向已形成的熔缝,能较好地保护悍缝,不但可以防止焊缝受周围空气的影响,还能使焊缝缓慢冷却,起回火作用。
b.火焰对准熔池,热量较左焊法集中、利用率高,即使焊接厚度大于5mm的工件,也能克服来焊透现象。
c.焊接厚度较大的工件时,可适当减小坡口尺寸,不但可以降低焊后收缩量,减小变形,还能节省焊丝。