激光切割首页
关于我们
加工范围
应用行业
新闻中心
公司相册
联系我们
公司公告
新闻中心
青岛激光切割用乙焕
青岛钣金加工中安全操作
激光切割中的爆炸事故
激光切割实行可靠隔绝
青岛激光切割工人对热辐射的防护
青岛激光切割的噪声影响
激光切割常见问题复习
激光切割气焊与气割常用气体的性质
青岛激光切割常用方法介绍
激光切割电气系统
青岛钣金加工电子束焊分类
青岛钣金加工焊接电源
钣金加工舒焊
激光切割火焰侨焊操作安全与防护
青岛激光切割等离子弧切割
青岛激光切割熔化极气体保护电孤焊
新闻详情
您现原位置:
首页
-新闻详情
激光切割火焰的点燃、调节和熄灭
发布者:青岛海西中瑞金属加工有限公司 发布时间:2015/5/19 9:27:21
①激光切割点火操作先将氧气瓶和乙炔瓶阀门拧开,调整气瓶上的压力表读数到所需要的压力筒。然后打开焊炬上的氧气开关,放出微量氧气,再拧开乙炔开关,放出少量的乙炔。两种气体进入混合室混合后,将焊嘴接近火源,点燃混合气体。点火时,如果没有徽章的氧气,乙炔不能充分燃烧,会产生黑色碳丝。
如果连续发出"放炮"声或点不燃,是因为氧气压力过大或乙炔不纯(乙炔内可能含有空气)。这时应减小氧气送给茧,或先放出不纯的乙炔,重新进行点火。气焊点火最好使用号燃器,也可用预先点燃的火柴。要特别注意火焰的喷射方向,不得对准他人,更不能在电弧上进行点火,以防烧伤或影响他人工作。
②
青岛激光切割
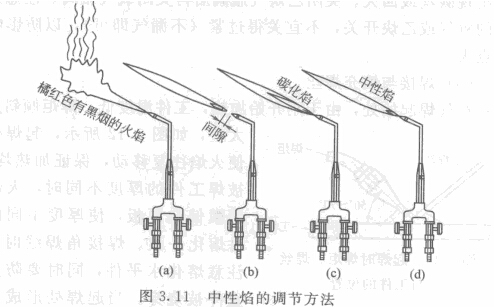
火焰调节刚点燃的火焰多为碳化焰。应根据被焊材料选择所用火焰的性质,然后对火焰进行调节。采用中性焰进行焊接时的调节步骤如下。
a.稍微打开氧气阀和乙炔阀,采用寻燃器点燃从喷嘴流出的气体,产生微带烟尘的铺红色火焰,见图3.11(a)。
b.连续打开乙炔阀,直至火焰中的烟尘消失。判断乙炔量是否适当的方法是打开乙炔阀草至火焰从熔炬喷嘴处跳离,留下大约1.5mm的间隙,然后缓缓关闭阀门直到火焰接触到焊炬锁嘴。
c.缓慢打开激光切割氧气阀,当氯气培加肘,桶红色的火焰变成粉红色,一个更小的白色内焰开始形成。随着氧气的增加,内焰开始有了明显和轮廓消晰的飘动,这种火焰是中性的,。在焊接过程中操作者要注意观察火焰性质的变化并及时进行调节.
由于各种金属性质不同,焊接火焰的热量应随时调节,其调节方法如下。
a.调节气体流量调节氧气和乙炔开关,控制气体流量,增减混合气体,获得功率大小不间的火焰。
b.调整焊炬角度和高度一是改变焊嘴与工件之间的距离,可稍减焊接热量,焰芯尖端距工件2-4mm处混度最高;二是改变得炬倾斜角,焊嘴垂直于工件表面,热量较为集中,工件吸热量大。随着倾斜角的减小,工件吸热量下降。
③熄火操作焊接完毕或中途停止焊接时,必须熄灭火焰。
正确的熄火方法是先关闭焊炬上的乙炔阀,然后关闭氧气阀,否则会出现碳丝或团火。关闭乙炔气瓶阀后再关闭氧气瓶阀.注意焊炬上的氧气或乙炔开关,不宜关得过紧(不漏气即可),以防影响下次点火。
上一页:
激光切割的选用与维护
下一页:
激光切割中接头与收尾
打印本页
||
关闭窗口
回到顶部
媒体报道
|
质量管理
|
产品产能
|
社会招聘
|
项目合作
|
网站地图
山东省黄岛区王台工业园 手机:13280886661
COPYRIGHT © 2013-2015 青岛海西中瑞金属加工有限公司 版权所有 鲁ICP备13071662号-1
青岛海西中瑞金属加工有限公司提供
青岛钣金加工
、
青岛激光切管
、
青岛焊接加工
、青岛非标钣金加工等服务。