激光切割首页
关于我们
加工范围
应用行业
新闻中心
公司相册
联系我们
公司公告
新闻中心
青岛激光切割用乙焕
青岛钣金加工中安全操作
激光切割中的爆炸事故
激光切割实行可靠隔绝
青岛激光切割工人对热辐射的防护
青岛激光切割的噪声影响
激光切割常见问题复习
激光切割气焊与气割常用气体的性质
青岛激光切割常用方法介绍
激光切割电气系统
青岛钣金加工电子束焊分类
青岛钣金加工焊接电源
钣金加工舒焊
激光切割火焰侨焊操作安全与防护
青岛激光切割等离子弧切割
青岛激光切割熔化极气体保护电孤焊
新闻详情
您现原位置:
首页
-新闻详情
激光切割工艺参数
发布者:青岛海西中瑞金属加工有限公司 发布时间:2015/3/31 8:42:38
等离子弧切割的工艺参数包括切割电流、切割电压、切割速度、气体流量以及喷嘴距工件的高度。不同厚度材料的等离子弧切割工艺参数见表6.27.
①
青岛激光切割
电流电流和电压决定等离子弧的功率。随等离子弧功率的提高,切割速度和切割厚度相应增加。一般依据板厚及切割速度选择切割电流.对给定厚度的板材,切割电流越大,切割速度越炔.但切割电流过大易烧损电极和喷嘴,且易产生双弧,对一定的电极和喷嘴有一合适的电流。切割电流增大会使弧柱变粗,致使切口变宽,易形成V形割口。表6.28为等离子孤切割电流与喷口宽度的关系。
②激光切割电压切割大厚度工件时,提高切割电压效果更好。电压高易于引弧。可通过增加气体流露和改变气体成分来提高切割电压,一般切割电压超过空载电压的2/3后,电弧不稳定,易熄弧。为了提高切割电压,须选用主载电压较高的电源,所以等离子弧切割电源的主载电压不得低于150V,是一般切割电压的两倍。切割大厚度板材和采用双原子气休时,空载电压相应要高。
③切削速度切割过程中割炬与工件间的相对移动速度,是切割生产率高低的指标,合适的切刽速度是切口平直的重要条件。提高切割速度使切口变窄,热影响区减小,但速度太炔不能刽穿工件。切割速度太慢,切口表面粗糙不平草,切口底部熔瘤增多,消理较困难,同时热影响区及切口宽度增加。在同样的功率下,增加切割速度将导致切口变斜。应在保证切透的前提下尽可能选用大的切剖速度。
④气体流鱼婆与喷嘴孔径相适应。气体流量大利于压缩电弧,使等离子弧的能量更为集中。适当增大气体流盏,可加强电弧的热压缩效应,使等离子弧更加集中,切割电压也会随之增加,这对提高切割能力和切剖质量有利。但气体流量过大时,会因冷却气流从电弧中带走过多的热盏,使切割能力下降,电弧燃烧不稳定。
⑤喷嘴距工件距离距离增加时,电弧电压升高,即电孤的有效功率提高,等离子弧位的长度增加,导致有效热量减少,对熔融金属的吹力减弱,切割质量明显下降,还地加了出现双弧的可能性。距离过小时,喷嘴与工件间易短路而烧坏喷嘴,破坏切翻过程正常进行。
在电极内缩盘一定时(通常为2~4mm),喷嘴距离工件距离一般6~8mm,空气等离子弧切例和水再压缩等离子弧切割的喷嘴距离工件高度可略小于6~8mm。窒气等离子弧切割时可将喷嘴与工件接触,喷嘴贴着工件表面滑动,这种切割方式称为接触切剖,切割长度约为正常切割时的一半。
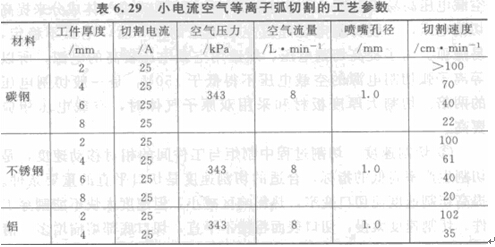
小电流空气等离子弧切割的工艺参数见表6.29。
上一页:
切割用等离子弧
下一页:
从操作方面控制激光切割质量
打印本页
||
关闭窗口
回到顶部
媒体报道
|
质量管理
|
产品产能
|
社会招聘
|
项目合作
|
网站地图
山东省黄岛区王台工业园 手机:13280886661
COPYRIGHT © 2013-2015 青岛海西中瑞金属加工有限公司 版权所有 鲁ICP备13071662号-1
青岛海西中瑞金属加工有限公司提供
青岛钣金加工
、
青岛激光切管
、
青岛焊接加工
、青岛非标钣金加工等服务。