






新闻详情 您现原位置:首页-新闻详情
冲压机一次冲程中只能完成一个冲压工序的模具称为单工序模或简单模。图12-1为单工序落料棋。上模包括上模座14及装在其上的全部零件,下棋包括下模座1及装在其上的所有零件。冲模在压力机上通过模积12夹紧在压力机滑块的模柄孔中,上模和滑块一起上下运动,下模通过模应用螺钉、压板固定在臣力机工作台面上。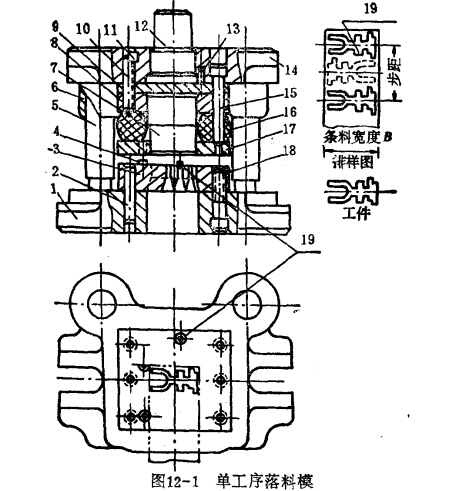
单工序冲压模的动作原理如下:冲床在冲压之前,条料靠两个导料销送进,送到磨尝一边的导料销处为止(见俯视图)。冲压时,卸科板17先压住坯科,接着凸模7切入坯料进行冲压。冲下来的工件由凹模3孔下漏.上模回升时,依绿压缩橡皮16产*弹力通过卸料板11将条料从凸模卸下.第二次及以后各次送料则由挡料销19定位,间隔一个位置冲压(见排祥图)。条料的一面冲完后,翻转180°,再冲压排样图中的虚线部分。冲模结构一般都由5部分组成。
(1)工作零件:实现冲压变形使材料分离的零件,其中有凸模3和凹模;
(2)定位零件:保证材料在冲模中正确定位的零件,官们是导料销4.(两个)对坯料送进起导向作用,挡料销19限制坯料送进的位置,
(3)卸料与推料零件.使冲压后因弹性恢复而卡在凹模孔内和凸模上的工件和废料脱卸下来的零件,包括印料板17、橡皮16及部料螺钉15组成的卸料装置;
(4)导向零件:保证上模对准下棋正确运动的零件,分别自压装在上下模座的导套6和导柱5组成上、下模的导向装置,
(5)联接固定零件:将凸、凹固定在上、下模座以及将上、下模固定在压机上的零件.固定板8把凸模7固在上模座14上,凹模3直接与下模座1固定。它们分别用螺钉11和18拉紧,用销钉10和2(各两个)定位。垫板9用于支承凸模的冲压力,以保证上模座平而不致压出凹坑。