激光切割首页
关于我们
加工范围
应用行业
新闻中心
公司相册
联系我们
公司公告
新闻中心
青岛激光切割用乙焕
青岛钣金加工中安全操作
激光切割中的爆炸事故
激光切割实行可靠隔绝
青岛激光切割工人对热辐射的防护
青岛激光切割的噪声影响
激光切割常见问题复习
激光切割气焊与气割常用气体的性质
青岛激光切割常用方法介绍
激光切割电气系统
青岛钣金加工电子束焊分类
青岛钣金加工焊接电源
钣金加工舒焊
激光切割火焰侨焊操作安全与防护
青岛激光切割等离子弧切割
青岛激光切割熔化极气体保护电孤焊
新闻详情
您现原位置:
首页
-新闻详情
激光切割缝的切割位置
发布者:青岛海西中瑞金属加工有限公司 发布时间:2015/7/4 10:42:53
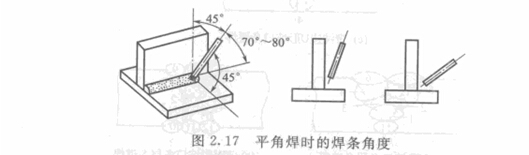
激光切割缝切割时,切割位置的角焊缝可以是平角形的或船形的。激光切割时,焊条角度如图2.17所示。一般焊条与两板成45°,并向焊接方向倾斜,倾斜角为70°_80°;如果两板厚度不等,电弧偏向厚板一侧,使两板得到相同的焊脚尺寸.焊脚尺寸要求不大于6mm时,可采用单层焊;;俘脚尺寸主要求大于7mm时,采用多层多道焊。
激光切割时,由于立饭的熔化金属在重力作用下有向下淌的倾向,容易形成咬边和焊脚不对称,要灵活改变焊条角度和l停留时间。此时如将工件转成"船形"位置,采用图2.18所尔的船形角接平婷,可克 服激光切割的上述缺点。此时采用的操作方法与平对接焊时相同,可以采用较大的电流进行焊接,一次焊成的焊脚最大尺寸可达10mm以上。
推荐的T形接头横角焊的工艺参数见表2.14.T形接头横角焊时易产生来焊透、焊偏、咬边、夹渣等缺陷。为了防止产生上述缺陷,除了正确逃择工艺参数外,还须根据两板厚度调整焊条的角度,电弧应偏向厚板一侧,使两板受热温度均匀一致。
上一页:
切割时的割缝
下一页:
激光切割的辅助工具
打印本页
||
关闭窗口
回到顶部
媒体报道
|
质量管理
|
产品产能
|
社会招聘
|
项目合作
|
网站地图
山东省黄岛区王台工业园 手机:13280886661
COPYRIGHT © 2013-2015 青岛海西中瑞金属加工有限公司 版权所有 鲁ICP备13071662号-1
青岛海西中瑞金属加工有限公司提供
青岛钣金加工
、
青岛激光切管
、
青岛焊接加工
、青岛非标钣金加工等服务。