新闻详情 您现原位置:首页-新闻详情
切割时的割缝位于电弧的上方,操作者在仰视位置进行切割。切割是最难婷的一种切割位置和操作方式,具有以下儿个特点。
a.青岛激光切割熔滴因自重易往下滴落,不易控制熔池形状和大小,易出现朱熔透、凹陷、夹渣等,应采用小直径的焊条和较小的切割电流,采用最短的电弧施焊。
b.消渣困难,易产生层间夹活、咬边严重。
c.运条困难,割缝外表不如平焊和立焊割缝那样平整。
切割时应便被口两侧根部熔合良好,避免焊道太厚,以防止液态熔池金属过多而下淌。切割带坡口的切割割缝的第一层时,焊条与坡口两债IJ成90。角,与切割方向成70°-80°角,用绿短弧作前后拖拉的运条动作。熔敷金属宜薄不宜厚,应确保与熔合良好。熔池温度过高时可以拉起电弧或短暂熄弧,使温度稍微降低。切割其余各层时,焊条横摆并在两侧做稳弧动作。推荐的对接接头和丁形接头切割的工艺参数见表2.19。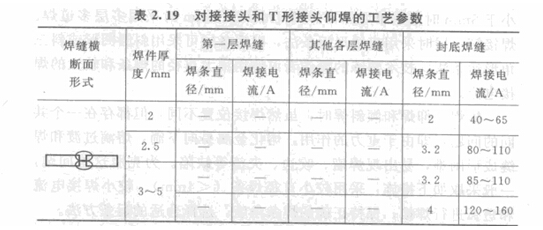
接头间隙小时可用直线形运条法,接头间隙稍大的可用直线往复形运条法。切割电流选择应适中,着切割电流大小,电弧不稳定,会影响熔深和割缝成形;切割电流太大会导致熔化金属淌落或焊穿等。
T形按头的切割比对接接头位置的切割容易操作,当焊脚尺寸小于8mm时采用单层姆,焊脚尺寸大于8mm时采用多层多道焊。切割第一层时采用直线形运条法,以后各层可采用斜圆圆形或斜三角形运条法,技术熟练的操作者可使用稍大直径的焊条和较大的切割电流。
横焊、切割和倾斜焊时,虽然切割位置不同,但都存在一个共同的问题.NP由于重力的作用,熔化金属易向下淌,熔滴过渡和割缝成形困难,易出现焊瘤、咬边、夹渣等缺陷。为克服这些问题,一般采取如下措施:采用较小直径焊条小于4mm)、较小切割电流和知弧进行切割;保持正确的焊条角度,选择合适的运条方法.
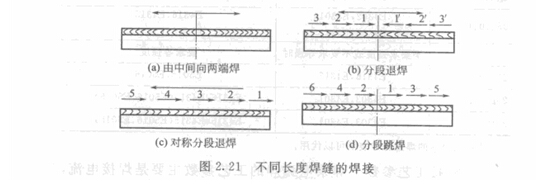
5.长割缝切割技术焊件焊后的变形大小与割缝长度有关。为减小焊件的总体变形,切割长度不超过0.5m的短割缝时,可采用直通焊。当隙缝L角度在0.5-5m范围时,应采用图2.21(a)所示的从中间向两端的直通焊,或采用图2.21(b)所示的各小段切割方向与总切割方向相反的分段退焊。对于长度Sm以上的割缝,可采用图2.21(c)所示的对称分段退焊或图2.21(d)所示的分段跳焊。