激光切割首页
关于我们
加工范围
应用行业
新闻中心
公司相册
联系我们
公司公告
新闻中心
青岛激光切割用乙焕
青岛钣金加工中安全操作
激光切割中的爆炸事故
激光切割实行可靠隔绝
青岛激光切割工人对热辐射的防护
青岛激光切割的噪声影响
激光切割常见问题复习
激光切割气焊与气割常用气体的性质
青岛激光切割常用方法介绍
激光切割电气系统
青岛钣金加工电子束焊分类
青岛钣金加工焊接电源
钣金加工舒焊
激光切割火焰侨焊操作安全与防护
青岛激光切割等离子弧切割
青岛激光切割熔化极气体保护电孤焊
新闻详情
您现原位置:
首页
-新闻详情
激光切割的气体选择
发布者:青岛海西中瑞金属加工有限公司 发布时间:2015/3/28 7:32:40
等离子弧切割工作气体既是等离子孤的导电介质,又能排除切口中的熔融金属,对切割质量和速度有明显影响。
青岛激光切割
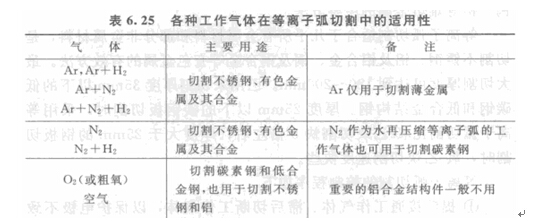
等离子弧切制中使用的离子气体有陀、Ar、Nz+Hz、Nz+Ar,也有用压缩空气、氯气、水蒸气或水作为产生等离子弧的介质.离子气的种类决定切割时的弧压,弧压越高切在PI功率越大,切割速度及切割厚度都相应提高。但弧压越南,要求切割电源的空载电压越高,否则难以引弧或电弧在切割过程中易熄灭。各种工作气体在等离子弧切割中的适用性见表6.25。
用工业纯氯作为切割气体,只需要用较低的空载电压(70-90V),但切割厚度在30mm以下,且由于氯气费用寓,不经济,所以一般不常使用。Nz、Hz、Ar任意两种气体混合使用,比单一气体使用效果好,因可互相取长补短,各自发挥其特长。其中尤以Ar+Hz及Nz+Hz混合气体切口质;庭和切割效果最好.切割较大厚度板时,用Nz+Hz混合气体。
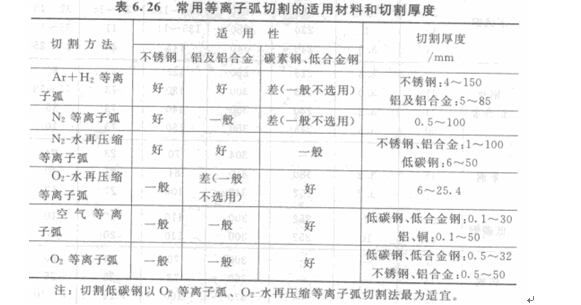
实际生产上由于氮气价格价廉,所以大多用氮气作为切割气体.压缩空气作离子气时热始值商,电弧电压lOOV以上,电源空压200V以上,切割厚度30mm以下材料有取代氧~乙炔火焰切割的趋势。常用等离子弧切割的适用材料和切割厚度见表6.26.
切割碳钢或铸铁时,在气流中加入氧气,可以提供额外的切割能量。
采用上述气体时应注意的事项如下。
①氮气中含有氧气等杂质,随气体纯度的降低,鸽极烧损增加,使切割质量降低,氮气的纯度应在99.5%以上。
②用氢气作切割气体是使司在转移弧在纯N2或纯Ar中激发,等到转移型弧激发产生后3-6s离开始供应H2为好,否则非转移型弧不易引燃,影响切割顺利进行。
③H2是易燃气体,与军气混合易爆炸,储存岛的锵瓶应专用,严禁用装氧的气瓶来改装,通氢气的管路、接头、阀门等不能漏气;切割结束时,应先关闭氢气。
上一页:
切割设备电极及供气系统
下一页:
切割用等离子弧
打印本页
||
关闭窗口
回到顶部
媒体报道
|
质量管理
|
产品产能
|
社会招聘
|
项目合作
|
网站地图
山东省黄岛区王台工业园 手机:13280886661
COPYRIGHT © 2013-2015 青岛海西中瑞金属加工有限公司 版权所有 鲁ICP备13071662号-1
青岛海西中瑞金属加工有限公司提供
青岛钣金加工
、
青岛激光切管
、
青岛焊接加工
、青岛非标钣金加工等服务。