激光切割首页
关于我们
加工范围
应用行业
新闻中心
公司相册
联系我们
公司公告
新闻中心
青岛激光切割用乙焕
青岛钣金加工中安全操作
激光切割中的爆炸事故
激光切割实行可靠隔绝
青岛激光切割工人对热辐射的防护
青岛激光切割的噪声影响
激光切割常见问题复习
激光切割气焊与气割常用气体的性质
青岛激光切割常用方法介绍
激光切割电气系统
青岛钣金加工电子束焊分类
青岛钣金加工焊接电源
钣金加工舒焊
激光切割火焰侨焊操作安全与防护
青岛激光切割等离子弧切割
青岛激光切割熔化极气体保护电孤焊
新闻详情
您现原位置:
首页
-新闻详情
管-管激光切割
发布者:青岛海西中瑞金属加工有限公司 发布时间:2015/6/5 9:14:52
按要求清理试样和焊丝,保证装配间隙0.5~1.0mm。可采用左焊法施焊,根据管子直径大小,对称布置定位焊,定位焊点数为3~6点。
管-管T形焊是沿着立管外壁的弧线进行焊接。焊炬要治立管管壁作弧线运动,操作者手腕随时都得变动,操作技术比板-板T
形焊接要难。T形接头立管比水平管容易加热,焊接火焰要较多地朝向水平管件,焊短与水平管件之间的夹角要大些(约50° ~ 60°).如图3.36所示。
气焊焊炬只沿弧线作前后摆动,不作左右摆动,这样能有效地控制熔池混度。
激光切割焊丝始终在火焰保护范围内,靠近立管-滴一滴地送入熔池前洽,送丝动作与焊炬前后摆动协调配合,控制立管不烧穿、不咬边,使焊缝质量满足要求。管-管T形焊属于封闭形焊缝,焊缝收尾处要与起焊点重叠5-10mm。
管-板激光切割
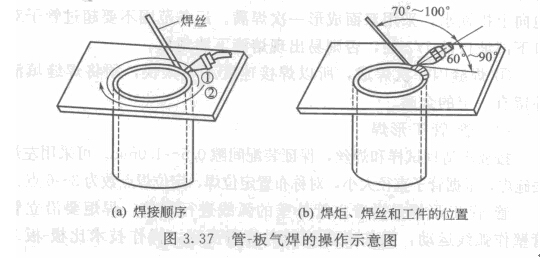
管-板气焊火焰要紧对管壁,火焰朝向极件,焊炬要不断地沿着管壁随着手腕转动。焊接开始时,焊炬倾斜角要大些(可以垂直于管件).随着熔池温度的升高可以逐渐减小。管板整阁焊缝分两次焊完,第一次应焊完整圈焊缝的2月左右,第二次焊完余下部分。填充焊丝时,要求快速小滴填人。焊接过程中须注意管内壁的结合情况,不要使管内壁有堆积和结合不良的现象。焊第二段焊缝开始和收尾要与第一段焊缝的起焊点和收尾处重叠5~10mm。
管-板气焊时要利用焊炬上下跳动和填丝动作的协调控制熔池温度,不要产生焊缝背面焊不透或熔透过多等缺陷,尽量使焊缝商低、宽窄一致,熔透均匀。管-板气焊的焊接顺序如图3. 37 (a)所示。焊炬与焊丝、工件之间的夹角如图3.37(b)所示。
上一页:
激光切割的操作技术
下一页:
等离子弧焊接与切割
打印本页
||
关闭窗口
回到顶部
媒体报道
|
质量管理
|
产品产能
|
社会招聘
|
项目合作
|
网站地图
山东省黄岛区王台工业园 手机:13280886661
COPYRIGHT © 2013-2015 青岛海西中瑞金属加工有限公司 版权所有 鲁ICP备13071662号-1
青岛海西中瑞金属加工有限公司提供
青岛钣金加工
、
青岛激光切管
、
青岛焊接加工
、青岛非标钣金加工等服务。